

132-7541-9127
 数控钻床-数控高速钻床-龙门数控钻床厂家-济南合乐HL8机械有限公司 |
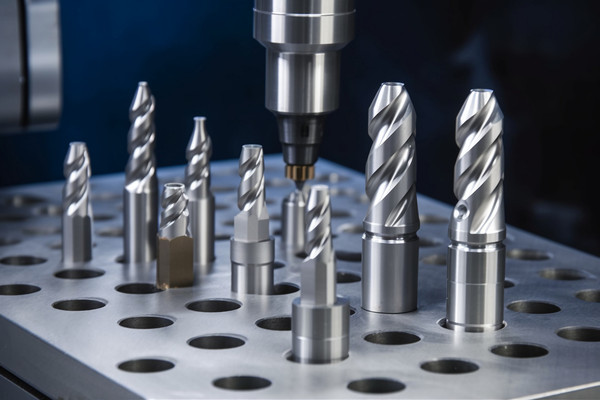
数控钻铣床在加工不锈钢工件时对于刀具的要求3
发表时间:2023-11-14 15:46 随着工业科技发展,对于不锈钢材质的工件的钻孔、铣削、攻丝等加工,通常采用数控钻铣床设备,不锈钢加工时切屑强韧、切削温度很高。当强韧的切屑流经前刀面时,将发生粘结、熔焊等粘刀现象,影响加工零件表面亮光度;加工硬化严峻。这就对数控钻铣床配备的刀具提出了相应的要求,那么应该注意哪些问题才能助力数控钻铣床顺利完成不锈钢工件的加工呢?且看以下总结。
1、刀具材料选择,因不锈钢零件制孔时切削力大、切削温度高,刀具材料应尽量选择强度高、导热性好的硬质合金。 2、刀面刃磨粗糙度,为避免出现切屑粘刀现象,刀具的前、后刀面应仔细刃磨以保证具有较小的粗糙度值,从而减少切屑流出阻力,避免切屑粘刀。 3、刀具刃口的锋利,刀具刃口应保持锋利以减少硬化,进给量和背吃刀量不宜过小,以防止刀具在硬化层中切削,影响刀具使用寿命。 4、注意断屑槽磨削,由于不锈钢切屑具有强韧的特点,刀具前刀面上断屑槽修磨应合适,从而使切削过程中断屑、容屑、排屑方便。 5、制孔切削油的选用,切削油的性能直接决定了工件制孔的精度,因此在选用切削油时根据工件材质的不同选用合适的切削油。对于比较容易切削的材料,一般为了工件成品的易清洗性在防止毛刺产生的前提下会选用低粘度的。而较硬材质的工件则应使用含有硫氯复合型添加剂的切削油,但应尽早脱脂避免生锈问题。 规避刀具在钻削过程中可能出现的问题,才能保证工件的加工精度及合格率,确保稳定高效的生产进度,充分发挥数控钻铣床在机械加工行业中的优势,提高企业经济效益。
|
————————————————
————————————————
————————————————
联系我们
手机:13275419127
微信:13275419127
座机:0531-83225618
地址:山东省济南市章丘区相公街道桑园工业园
