数控钻床-数控高速钻床-龙门数控钻床厂家-济南合乐HL8机械有限公司 |
使用数控钻铣床加工精度评判标准是什么?84
发表时间:2023-05-16 09:00
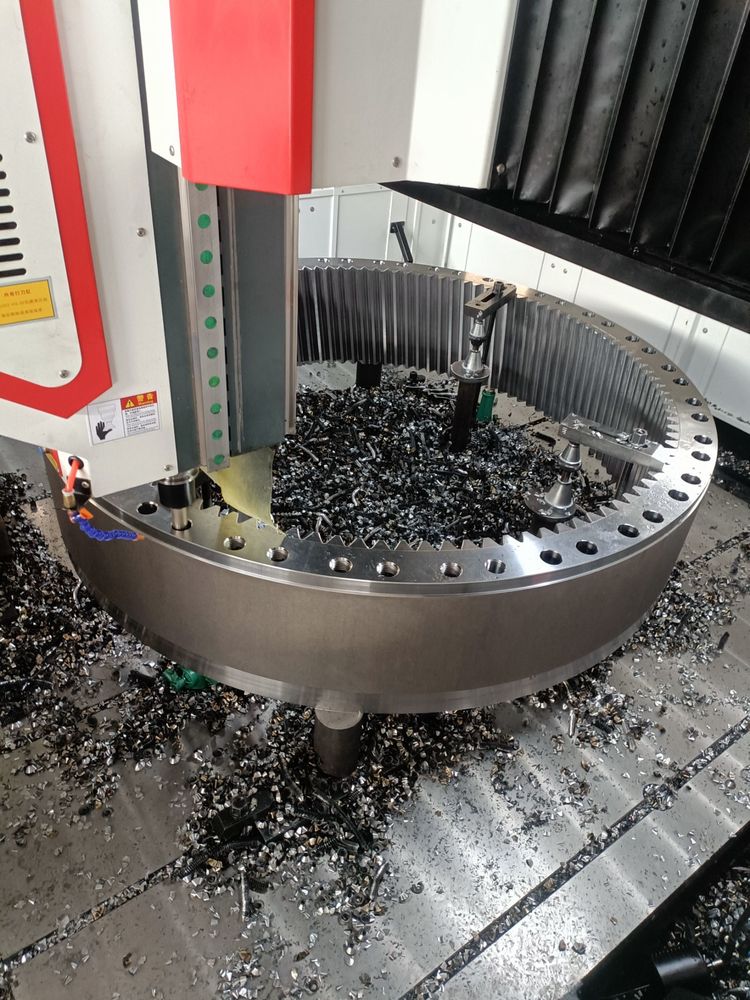
加工精度决定产品质量,用什么标准来评判加工精度,下面就让小编带您一起了解一下。 首先加工精度主要用于生产产品程度,加工精度与加工误差都是评价加工表面几何参数的术语。加工精度用公差等级衡量,等级值越小,其精度越高;加工误差用数值表示,数值越大,其误差越大。加工精度高,就是加工误差小,反之亦然。 公差等级从IT01,IT0,IT1,IT2,IT3至IT18一共有20个,其中IT01表示的话该零件加工精度最高的,IT18表示该零件加工精度是最低的,一般IT7、IT8是加工精度的中等级别。 钻削 钻削是孔加工的一种基本方法,钻孔经常在钻床和车床上进行,也可以在镗床或铣床上进行。 钻削的加工精度较低,一般只能达到IT10,表面粗糙度一般为12.5~6.3μm,在钻削后常常采用扩孔和铰孔来进行半精加工和精加工。 铣削 铣削是以铣刀作为刀具加工物体表面的一种高效率的机械加工方法。适于加工平面、沟槽、各种成形面(如花键、齿轮和螺纹)和模具的特殊形面等。铣削的加工精度一般可达IT8~IT7,表面粗糙度为6.3~1.6μm。 1)粗铣时的加工精度IT11~IT13,表面粗糙度5~20μm。 2)半精铣时的加工精度IT8~IT11,表面粗糙度2.5~10μm。 3)精铣时的加工精度IT16~IT8,表面粗糙度0.63~5μm。 镗削 用旋转的单刃镗刀把工件上的预制孔扩大到一定尺寸,使之达到要求的精度和表面粗糙度的切削加工。 对钢铁材料的镗孔精度一般可达IT9~IT7,表面粗糙度为2.5~0.16μm。精密镗削的加工精度能达到IT7~IT6,表面粗糙度为0.63~0.08μm。 济南合乐HL8机械有限公司专研高速数控钻铣床十二年,在高速数控钻铣床领域精耕细作,不断汲取同类型设备的优势,改善其不足,深挖细节,汇集用户需求并钻研应对策略,使博斯曼产品实现了操作简单便捷、规格品类多、高效稳定、适应性强等优势特点。设备应用覆盖法兰、半轴、阀门、管板、回转支承、环保设备、工程机械设备加工等多行业,不断满足现代制造业生产提质增效、节省人力成本的迫切需求。
|